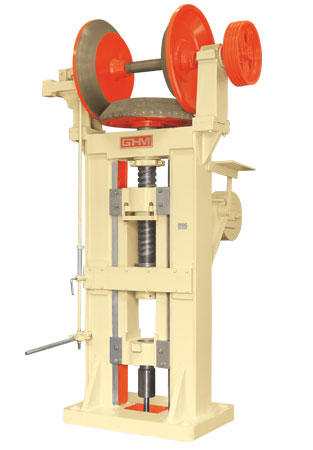
These screw presses are specially designed to make bolt head of any kind of Nuts, Rivets, Motor Parts Axle half shaft, Engine valve and non-ferrous forging. Vincent presses are screw presses with friction drive on which the forging blow takes place in an upward direction i.e. from bottom to top. On machines employing the vincent principle the screw nut is positioned in the top cross head of a frame type ram. Thus ram being moved upward in exial direction by rotation of longitudinally fixed screw. The bottom die of the Forging tools is secured to the lower cross head of the ram while the top die is fitted to a fixed bridge which is the part of the machine frame be employing this design, the forging forces do not act on the machine frames but are sustained by the ram. Ejector is provided at lower part of the ram.
| Type | Nominal Capacity | Dia of Screw | Stroke | Slide Table | Pieces/Hour | Max.Dia of Bolt Capable Forging | Max.length of bolt Capable Forging | Base of M/C | Pulley size | Power Required |
|---|---|---|---|---|---|---|---|---|---|---|
| Tons | mm/inch | mm/inch | mm/inch | mm/inch | mm/inch | mm/inch | mm/inch | H.P./R.P.M | ||
| VFP | 50 | 85/3¼ | 300/12 | 200/8 | 800-1200 | 12/½ | 250/10 | 840x585 | 100/4B | 3/1440 |
| VFP | 100 | 110/4¼ | 400/16 | 225/9 | 600-1000 | 20/¾ | 300/12 | 930x610 | 100/4B | 7.5/1440 |
| VFP | 125 | 115/4½ | 450/18 | 225/9 | 500-900 | 22/⅞ | 400/16 | 940x710 | 100/4B | 10/1440 |
| VFP | 150 | 130/5⅛ | 500/20 | 250/10 | 400-700 | 32/1¼ | 450/18 | 1080x750 | 125/5C | 15/1440 |
| VFP | 200 | 135/5⅜ | 550/22 | 275/11 | 300-600 | 38/1½ | 500/20 | 1115x790 | 125/5C | 20/1440 |
| VFP | 300 | 155/6⅛ | 600/24 | 275/11 | 200-500 | 50/2 | 600/24 | 1200x860 | 200/8C | 25/960 |
| VFP | 400 | 175/7 | 650/26 | 300/12 | 150-300 | 63/2½ | 650/26 | 1320x1000 | 200/8C | 30/960 |
| VFP | 500 | 200/8 | 700/28 | 335/13 | 80-250 | 75/3 | 700/28 | 1470x1050 | 200/8C | 40/960 |
| VFP | 630 | 225/9 | 760/30 | 355/14 | 70-225 | 90/3½ | 760/30 | 1525x1100 | 200/8C | 50/960 |
| VFP | 800 | 250/10 | 810/32 | 380/15 | 60-200 | 100/4 | 810/32 | 1600x1150 | 200/8C | 60/960 |
| VFP | 1000 | 275/11 | 865/34 | 405/16 | 50-150 | 115/4½ | 860/34 | 1750x1250 | 200/8C | 75/960 |








